
20年專注電子焊接東莞市綠志島金屬有限公司
廣東省綠志島金屬材料有限公司

許多生產廠家在電子產品在焊接時經常會出現一些不良現象,給正常工作帶來的不少麻煩,但是又不知道如何解決,今天我們便來分享下常見焊錫不良的原因及對策。
首先了解下影響焊錫不良的幾個基本因素。
1.生產設備的偏差因素:機械設備故障所帶來的偏差,導致焊接時間過長或者太短;
2.材料因素:板材上有雜質,或者有斷裂,焊錫材料不適用于板材或者其他焊接物;
3.環境因素:機械設備參數不正確導致的溫度、傳送帶速度、浸泡深度等問題。
找出問題的步驟。
1.檢查機械設備:使用特殊的電子儀器輔助檢查機械設備是否出現部件老化或者故障;
2.校驗設備參數是否設置正確:檢查各項參數是否正確;
3.檢查板材表面是否有雜質或斷裂,焊錫材料成分配比是否適用于板材;
常見焊錫不良的種類及對策:
一、潤濕不良
潤濕不良是在焊錫材料熔化后,錫無法包裹住被焊接物表面,使焊接物的金屬裸露在外導致的焊接不良。
原因以及對策:
1.外界污染:PCB板材和元器件都有被污染的可能性,污染物包括油、蠟、灰塵等,統稱為雜質,可以選擇適當的方式清除后再進行焊接。
2.PCB板材氧化:PCB板暴露在空氣中時間過長或者制造過程中出現烘干不良等問題,都會出現氧化現象,對此我們可以選用活性較強的助焊劑,或者用化學溶劑進行蝕刻,如用強酸類溶液適當稀釋后擦拭氧化處,此種方法清洗后必須盡快過錫,不然會造成更為嚴重的氧化。
二、潤焊不均勻
當焊錫已經潤焊焊接物表面,但是經過一段時間后,部分的錫因為不能附著而堆積,這些堆積的錫會形成“水滴狀”,從而使焊點不太平整。
原因及對策:
1.焊接表面氧化:使用化學剝離清除表面氧化膜后重新焊接。
2.焊接面受污染:焊接過程中焊接面受污染而不能均勻焊接,此時焊面的表面張力也會不均勻,部分錫會因為“流動性”大于錫的“內聚力”,而使錫脫落,造成不均勻的表面,可使用高溫氧到熔錫,在用案件來進行焊接。
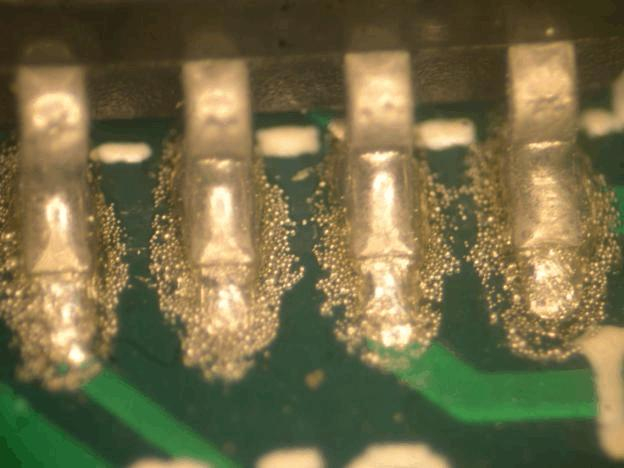
三、錫球
錫球大多數發生在PCB零件面,由于PCB過錫時未干的助焊劑揮發,或者空氣中水汽太多,當這些水分接觸到高溫的熔錫時,氣體大量膨脹,造成錫的爆發,錫就被噴涌而出形成錫球。
原因及對策:
1.PCB板預熱不夠:預熱時間不夠會導致助焊劑的殘留,稍微增加預熱時間即可。
2.焊接環境濕度較高:使用氣刀進行作業,不僅可以幫忙預熱,也可預防夾具帶水分回來,能有效預防錫球的產生。
3.有濕的板材或工具:在制作過程中應隨時注意是否有濕的零件或者工具在其中,多檢查發現后吹干再使用即可。
四、冷焊
冷焊是指焊錫在凝固過程中,PCB板與元器件產生移位所形成,這種移位會導致錫鉛合金結晶過程不能完全進行,減低的了合金的強度,而產生的焊點不平滑,如同碎玻璃表面一樣,嚴重時甚至會有細小的裂縫或者整個焊點斷裂。
原因及對策:
1.輸送軌道的傳送帶振動:檢查傳送帶上是否有殘留的金屬顆粒,及時發現并清除。
2.機械軸承馬達轉動不平衡:建議對馬達進行修理或更換。
冷焊發生后可采用補焊的方式進行返修,嚴重時可考慮重新過錫。
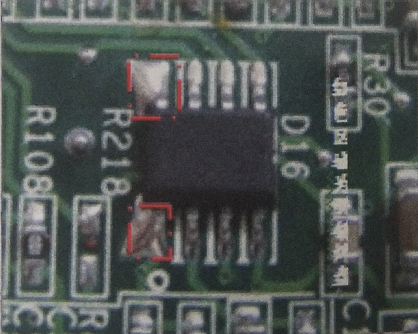
五、虛焊
焊點未能完全焊接到孔壁頂端,四周沒有被錫包覆,多發生于雙層板和多層板。
原因及對策:
1.焊孔錫不足:貫穿孔內有雜質或零件孔與零件腳比率不正確,發生此問題時需檢查板材是否清理干凈,零件與板材之間是否有差異。
2.貫穿孔壁潤錫不良:零件及PCB板材焊錫性不良或防焊油流入孔內,如板材無法變動,應選擇更換更高性能的焊錫材料。
3.助焊劑失去活性:助焊劑過度受熱而失去活性,適當降低溫度或者受熱時間。

六、包焊
包焊是指焊點被過多的錫覆蓋,從而無法判定其是否為標準焊點。
原因及對策:
1.過錫深度不正確:過錫時間或者浸錫時間太久,應適當降低。
2.助焊劑不匹配:助焊劑活性與實際需求不匹配,應更換更為合適的助焊劑產品。
七、橋連
橋連是指兩個焊點間焊錫相連,導致焊點與焊點連接在一起,橋連發生時會造成PCB板短路。
原因及對策:
1.焊接時速度過快:太快的焊接速度容易使上一個未干的焊點拉錫到下一個焊點造成橋接,應適當降低焊接速度。
2.PCB板或元器件腳有雜質:雜質會引導錫流的走向,從而導致橋連,進行焊接作業時記得清潔PCB板或者元器件。
3.沾錫過多:過多的沾錫會導致兩個焊點間的間隙變小,因此容易發生橋連,應當減少沾錫量。
以上便是常見焊錫不良的原因及對策,謝謝大家觀看,更多焊錫相關的內容可以關注東莞綠志島進行查看,我們會經常更新資訊,歡迎關注!
